Introduction
Few farm components take more punishment than tiller and flail blades. Rocky soil, roots, woody debris, and constant moisture exposure wear uncoated blades down fast — and every replacement means hours of labor and equipment sitting idle during critical planting or mowing windows.
Blade coatings are surface treatments engineered to extend blade life, reduce replacement frequency, and hold cutting performance under severe wear. Choosing the right coating technology — whether a welded carbide overlay or a proprietary formulation like Clean Cutter's Super-Koat — can meaningfully reduce your operating cost per acre.
This article covers the main coating types used on agricultural blades, their specific benefits, the conditions each handles best, and how to match the right coating to your equipment and soil type.
Key Takeaways
- Blade coatings add a harder, wear-resistant layer to tiller and flail blades—protecting against abrasion, corrosion, and impact
- Main coating categories include hard-facing (welded carbide overlays), powder/paint coatings, PVD/ceramic coatings, and proprietary formulations like Super-Koat
- Hard-facing can extend blade life by 2.5× in high-abrasion soils, making it the top choice for demanding conditions
- Choosing the right coating comes down to soil type, operating conditions, and total cost of ownership
- Clean Cutter offers three blade grades—Plain, Hard-Faced, and Super-Koated—to match different wear demands and budgets
What Is Blade Coating?
Blade coating is any surface treatment applied to a blade to improve hardness, wear resistance, corrosion resistance, or friction reduction beyond what the base steel alone provides. Unlike cosmetic finishes, these are functional treatments engineered to address specific failure modes before they sideline equipment.
Four broad coating categories are used across industries:
| Coating Category | Technical Definition | Primary Agricultural Function |
|---|---|---|
| Organic (Powder/Paint) | Thermosetting polymers applied electrostatically | Pre-sale corrosion prevention during storage |
| Metallic/Plating | Electrodeposited metals (zinc, chrome) | Sacrificial cathodic protection against rust |
| Ceramic/PVD | Thin-film hard coatings (TiN, DLC) deposited in vacuum | Extreme surface hardness and low friction |
| Weld Overlay (Hard-Facing) | Fusion-deposited carbide-rich alloys (WC, CrC) | Primary defense against severe soil abrasion |
Agricultural blades face a harder operating environment than most indoor industrial cutting tools. Tiller and flail blades work through soil continuously, and quartz sand alone registers 750–1200 HV on the Vickers hardness scale—well above the 300–490 HV typical of standard carbon steel.
Three distinct threats drive coating selection in the field:
- Abrasion from soil particles, particularly silica-rich sandy soils that grind edges down with every pass
- Impact from embedded rocks and roots that chip or deform unprotected blade surfaces
- Moisture exposure that accelerates rust and pitting on bare steel between uses
Types of Blade Coatings Used on Tiller and Flail Blades
Hard-Facing (Weld Overlay Coatings)
Hard-facing involves depositing a layer of extremely hard alloy—typically tungsten carbide or chromium carbide—onto the blade's cutting edge or wear surfaces through a welding or thermal spray process. The result is a surface significantly harder than the base steel, creating a metallurgical bond that resists the grinding action of abrasive soils.
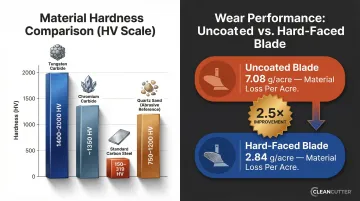
How hard-facing works mechanically: The overlay bonds directly to the base blade, creating a wear surface that maintains a sharp, aggressive cutting edge even as the softer steel underneath erodes slightly. Field tests on rotary tiller blades in sandy soils show that a 12% Chromium weld overlay reduces wear rate from 7.08 g/acre (uncoated) to 2.84 g/acre—a 2.5x improvement in blade life.
Carbide hardness comparison:
- Tungsten Carbide (WC): 1400–2000 HV
- Chromium Carbide (CrC): ~1350 HV
- Standard Carbon Steel: 150–319 HV
Hard-facing delivers maximum value in high-abrasion environments: sandy or gravelly soils, rocky fields, and land clearing applications where standard blades would dull or wear out in a fraction of the operating hours. Laser-cladded Fe60-WC composite coatings containing 35% tungsten carbide have reduced average wear mass by 45.75% in field trials.
Powder Coat and Paint Coatings
Powder coat is an electrostatically applied dry polymer finish cured under heat to create a bonded, corrosion-resistant shell. TGIC-Polyester formulations—common on agricultural equipment—are applied at 1.5 to 6.0 mils thickness and achieve H to 2H pencil hardness. When applied over proper pretreatments like zinc phosphate, these coatings withstand 1,000+ hours of salt spray exposure with minimal undercutting or blistering.
That protection has clear limits, though. Powder coat and paint don't substantially increase surface hardness or abrasion resistance:
- Best suited for lower-abrasion environments or as a corrosion barrier during storage and shipping
- Offers no meaningful wear protection once the blade contacts soil
- Coating at cutting edges wears away quickly, leaving base steel exposed
- Works as a cost-effective baseline finish, not a performance upgrade
PVD and Ceramic Coatings (TiN, DLC)
Physical Vapor Deposition (PVD) coatings such as Titanium Nitride (TiN) and Diamond-Like Carbon (DLC) are thin-film ceramic coatings that add significant surface hardness and low friction.
The deposition process vaporizes a metal or carbon compound in a high-vacuum chamber at elevated temperatures (often up to 500°C) and bonds it to the blade surface in a micron-thin layer.
Performance characteristics:
- TiN: 2000–3000 HV hardness, 1–5 µm thickness, 0.4–0.55 coefficient of friction
- DLC: 1500–3200 HV hardness, 1–5 µm thickness, 0.1–0.2 coefficient of friction
Despite those hardness numbers, PVD coatings are rarely used on heavy agricultural tiller and flail blades. The ultra-thin layer (1–5 µm) relies entirely on the structural rigidity of the underlying substrate.
When a tiller blade strikes a rock or flexes under heavy soil loads, the softer steel substrate deforms. The ultra-hard, brittle PVD coating cannot flex with it, causing it to crack and fail—a vulnerability sometimes called the "eggshell effect." PVD coatings are better suited for precision cutting tools than heavy tillage.
Proprietary Coatings: Clean Cutter's Super-Koat
Each coating type above serves a defined role, but some tillage conditions call for something purpose-built. Clean Cutter's Super-Koat is a proprietary coating technology developed over the company's six decades of agricultural blade manufacturing, engineered specifically for the wear demands of tiller and flail applications.
How Super-Koat fits in Clean Cutter's three-tier system:
- Plain: Standard steel finish for light-duty applications and lower-abrasion soils
- Hard-Faced: Weld-deposited carbide overlay for high-abrasion conditions
- Super-Koated: Proprietary coating technology optimized for severe wear environments
For example, the Rolled Eye component (Part NI271080) is available in Plain at $12.06 each and Super-Koated at $15.66 each—a 29.8% premium for the added protection. This three-tier system helps buyers match blade performance to their specific application scenarios and budget constraints.

Key Benefits of Blade Coatings
Extended Blade Lifespan
Coatings—especially hard-facing and proprietary wear coatings—slow material loss at the cutting edge, so blades hold their profile longer and need replacement less often. Hard-facing extends replacement intervals by 2.5x to 6x in field conditions — a blade that would normally last 40 hours can deliver 100–240 hours of service.
Reduced Operating Costs
A coated blade costs more upfront but spreads replacement frequency over a longer operating period. Consider the hidden costs: downtime for blade changes, shop labor at $50–75/hour, and machine idle time during critical planting or mowing windows. A $15.66 Super-Koated blade that lasts 2.5 times longer than a $12.06 Plain blade delivers a lower cost-per-hour and cost-per-acre, even before factoring in reduced downtime.
Corrosion and Rust Resistance
Blades stored between seasons or used in wet, humid soil are vulnerable to surface rust that pits the steel and weakens the blade body. Powder coatings provide strong shelf-life protection — 1,000+ hours of salt spray resistance — while some proprietary formulations cover both wear and corrosion in a single treatment. Keeping structural integrity and blade balance intact prevents premature failure from rust-induced stress concentrations.
Maintained Cutting Performance Over Time
Hard-facing helps blades retain an aggressive cutting edge profile longer than uncoated steel. A blade that maintains its edge requires less horsepower to cut through soil and crop residue, reducing fuel consumption and drivetrain strain.
One study tracked progressive blade wear over 37.5 hours and found fuel consumption spiked from 4.7 L/hour to 7.85 L/hour — a 67% increase driven entirely by edge degradation. Coating your blades is one of the most direct ways to keep fuel costs under control.
Reduced Soil and Debris Adhesion
Coatings with lower surface friction — powder coat, some proprietary formulations, and TiN-based nano-coatings — reduce soil buildup on the blade face. In wet, clay-heavy conditions, that buildup raises cutting resistance by 30% and can push fuel consumption up another 30–50%.
Low-friction coatings address this directly:
- Reduce the friction angle by 2.5x
- Cut soil adhesion by up to 9x compared to bare steel
- Improve throughput and reduce clogging in dense or wet conditions

Blade Coating Applications in Agriculture and Landscaping
Tiller Blades
Rotary tiller blades experience continuous, low-tensioned, two-body and three-body abrasive wear. The dominant wear mechanism depends on the ratio of the tool's hardness to the abrasive soil particle's hardness—when this ratio falls below 0.8, severe micro-cutting and micro-plowing occur.
Coating selection for tiller applications:
- High-abrasion soils (sandy, gravelly): Hard-facing or Super-Koat to achieve the critical hardness ratio
- Moderate soils (loam): Standard or powder-coated blades may perform adequately
- Impact-prone conditions (rocky fields): Hard-facing with sufficient toughness to avoid brittle fracture
Flail Mower Blades
Flail blades operate at high rotational speeds (1,800–3,000 RPM) generating peripheral tip speeds of 40–66 m/s. At these velocities, striking a stone or stump generates massive impact energy that can chip, crack, or shatter excessively hard, brittle coatings.
Coating selection for flail applications must balance:
- Wear resistance against stems, woody material, and abrasive soil contact
- Impact toughness to prevent brittle fracture when striking rocks or stumps
Cobalt-based alloys like Stellite 6 are often preferred for flail hammers because the cobalt matrix absorbs shock while dispersed carbides provide wear resistance. Clean Cutter offers Hard-Faced options on select flail hammers (such as Hammer MAZ 08 at $54.64 each) engineered for this balance.

Landscaping and Vegetation Management
For contractors running multiple crews, blade longevity between service intervals directly affects job profitability. Coated blades are especially valuable in high-demand applications such as:
- Roadside and highway mowing
- Orchard floor and vineyard management
- Rights-of-way and utility corridor clearing
Fewer blade changes mean less downtime, lower parts inventory, and fewer service interruptions across dispersed job sites.
How to Choose the Right Blade Coating
Match Coating to Soil and Operating Conditions
Soil texture is the primary driver of coating selection. Use this tiered framework:
Light Duty (soft clay, loam, minimal rocks): Standard/Plain blade — lower abrasion lets uncoated steel perform adequately
Moderate Duty (mixed soils, occasional gravel): Hard-Faced blade — carbide overlay extends life without premium cost
Severe Abrasion (sandy, gravelly, rocky fields): Super-Koated or high-carbide hard-facing — maximum hardness maintains the tool-to-soil ratio needed to prevent rapid micro-cutting
Consider Base Blade Material and Compatibility
Not every coating can be applied to every steel grade. The blade's base hardness, carbon content, and intended flex characteristics must be compatible with the coating process. Applying weld overlays to high-carbon or boron-alloyed steels (like 30MnB5) requires strict metallurgical control—preheating between 250°F and 600°F prevents hydrogen cracking and shrinkage stresses in the Heat-Affected Zone (HAZ).
Factor in Total Cost of Ownership, Not Just Unit Price
Calculate replacement frequency and downtime cost alongside blade purchase price. A higher-cost coated blade that lasts significantly longer may have a lower cost-per-operating-hour than a cheaper uncoated blade replaced more frequently.
Example calculation:
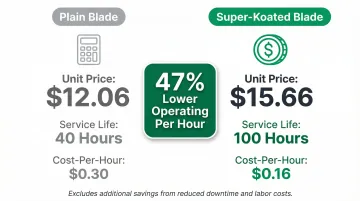
- Plain blade: $12.06, lasts 40 hours = $0.30/hour
- Super-Koated blade: $15.66, lasts 100 hours = $0.16/hour
The Super-Koated blade delivers 47% lower operating cost per hour, before factoring in reduced downtime and labor for blade changes.
Use Manufacturer Cross-Reference Tools and Expertise
Getting the selection right matters — both for performance and for keeping costs in line. Clean Cutter's catalog cross-references blades directly to major OEM equipment models (Alamo-Mott, Rhino, Loftness, Maschio, and others), so you can confirm compatibility before ordering. Contact Clean Cutter at (800) 345-2335 or sales@cleancutter.com for recommendations tailored to your equipment and field conditions.
Frequently Asked Questions
What is blade coating?
Blade coating is any surface treatment—from welded carbide overlays to thin-film ceramic coatings—applied to a blade to enhance hardness, wear resistance, corrosion protection, or cutting performance beyond what the base steel provides. The goal is functional performance, not aesthetics.
What are the 4 types of coatings?
The four broad categories are:
- Organic (paint, powder coat) — corrosion protection
- Metallic/plating (chrome, nickel) — sacrificial rust prevention
- Ceramic/PVD (TiN, DLC) — extreme hardness and low friction
- Weld overlay/hard-facing (tungsten or chromium carbide) — heavy agricultural abrasion resistance
What is the best coating for knife blades?
The best coating depends on the application. For agricultural tiller and flail blades, hard-facing or proprietary wear coatings like Super-Koat offer the strongest protection against soil abrasion and impact. For culinary or pocket knives, DLC or TiN coatings are preferred for hardness, corrosion resistance, and low-friction cutting.
What is the difference between PVD and DLC blade coating?
PVD is the vacuum deposition process used to apply coatings like TiN or TiCN. DLC is a specific material — an amorphous carbon film — deposited through a similar method. DLC delivers greater hardness and wear resistance; PVD-applied coatings like TiN balance hardness with strong corrosion protection.
How does hard-facing differ from standard surface coatings on tiller blades?
Standard coatings (powder coat, PVD) are thin films applied for corrosion resistance or modest hardness gains. Hard-facing is a weld-deposited carbide alloy metallurgically bonded to the blade, providing far greater resistance to soil and rock abrasion — often extending blade life by 2.5x or more.